
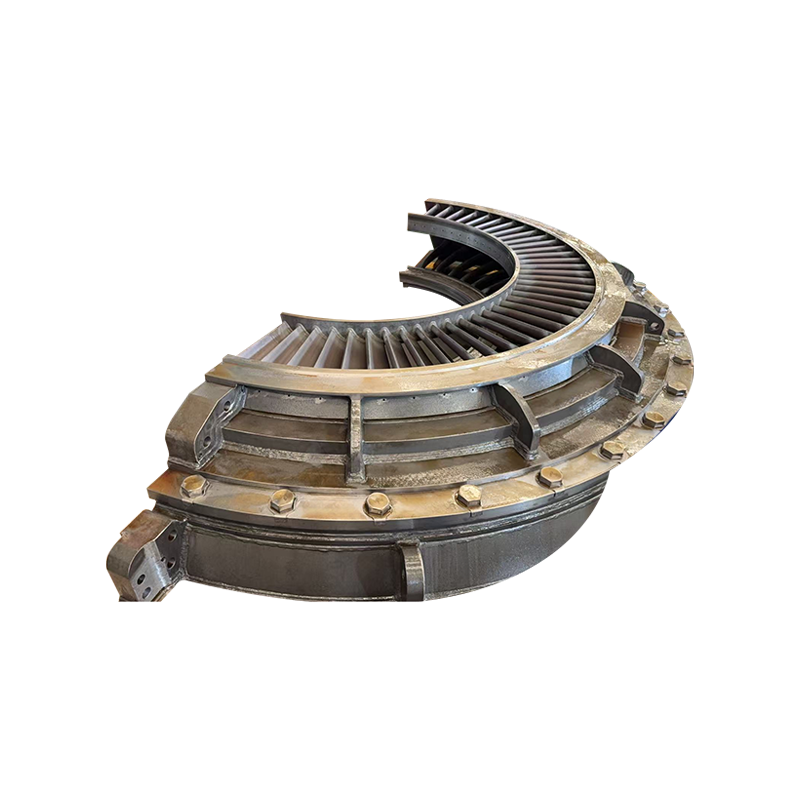
Parne turbine su ključne komponente u proizvodnji električne energije i industrijskim procesima. Učinkovitost, učinkovitost i pouzdanost parne turbine ovise o preciznosti i trajnosti njezinih komponenti. Među ovim, ugljični čelik konstrukcijski dijelovi dijafragme parne turbine je posebno važno. Ove komponente uključuju unutarnji i vanjski prsten te nepomične lopatice koje vode paru kroz turbinu. Budući da rade pod visokim temperaturama, visokim pritiscima i intenzivnim mehaničkim naprezanjem, osiguravanje njihove kvalitete tijekom proizvodnje je ključno.
Kontrola kvalitete u proizvodnji dijafragmi turbina od ugljičnog čelika uključuje niz mjera koje obuhvaćaju odabir materijala, proizvodne procese, točnost dimenzija, mehanička svojstva i završnu inspekciju. Cilj je proizvesti komponente koje zadovoljavaju stroge zahtjeve u pogledu performansi i sigurnosti, a istovremeno minimiziraju rizik kvara tijekom rada.
1. Odabir i provjera materijala
Prvi korak u kontroli kvalitete je odabir odgovarajućeg ugljičnog čelika za komponente dijafragme. Materijal mora imati visoku čvrstoću, krutost i otpornost na visoke temperature i koroziju. Dobavljači se pažljivo ocjenjuju, a certifikati materijala provjeravaju se kako bi se osigurala usklađenost s industrijskim standardima. Analiza kemijskog sastava provodi se kako bi se potvrdilo da čelik zadovoljava tražene specifikacije. To uključuje ispitivanje sadržaja ugljika, legirajućih elemenata i nečistoća koje bi mogle utjecati na mehanička svojstva.
2. Inspekcija ulaznog materijala
Nakon primitka sirovog ugljičnog čelika, provode se temeljite inspekcije prije nego što materijal uđe u proizvodnju. Vizualnim pregledima provjeravaju se površinski nedostaci kao što su pukotine, inkluzije ili korozija. Metode ispitivanja bez razaranja, poput ultrazvučnog ispitivanja ili ispitivanja magnetskim česticama, koriste se za otkrivanje unutarnjih nedostataka koji bi mogli ugroziti integritet komponenti dijafragme. Samo materijali koji prođu ove provjere idu u fazu proizvodnje.
3. Kontrola toplinske obrade
Toplinska obrada je ključni proces u poboljšanju mehaničkih svojstava dijafragmi od ugljičnog čelika. Postupci kao što su žarenje, normalizacija, kaljenje i popuštanje koriste se za postizanje željene tvrdoće, žilavosti i stabilnosti dimenzija. Mjere kontrole kvalitete uključuju preciznu kontrolu temperature peći, trajanja zagrijavanja i brzine hlađenja. Termoparovi i temperaturni senzori koriste se za nadzor procesa, osiguravajući jednoliku toplinsku obradu cijele komponente. Inspekcijama nakon obrade potvrđuje se da su postignuta željena mehanička svojstva.
4. Točnost obrade i provjera dimenzija
Dijafragme parne turbine zahtijevaju vrlo precizne dimenzije kako bi se osiguralo ispravno pristajanje i funkcioniranje. Procesi obrade, uključujući tokarenje, glodanje i brušenje, pomno se prate. CNC strojevi se obično koriste za postizanje uskih tolerancija i dosljednih rezultata. Mjere kontrole kvalitete uključuju inspekcije dimenzija tijekom procesa korištenjem koordinatnih mjernih strojeva, mikrometara i čeljusti. Ove provjere osiguravaju da unutarnji i vanjski prstenovi, kao i nepomične lopatice, zadovoljavaju specifikacije dizajna. Sva odstupanja se odmah ispravljaju kako bi se spriječilo širenje nedostataka kroz proizvodni proces.
5. Pregled profila oštrice i kvalitete površine
Nepokretne lopatice dijafragme turbine ključne su za učinkovito vođenje protoka pare. Profili lopatica moraju točno odgovarati specifikacijama dizajna kako bi se optimizirala pretvorba energije i minimizirala turbulencija. Kvaliteta površine također je važna za sprječavanje erozije i smanjenje trenja. Inspekcija oštrica uključuje visoko precizne alate za mjerenje i tehnologije optičkog skeniranja za provjeru geometrije i završne obrade površine. Vizualnim pregledima utvrđuju se površinski nedostaci, poput ogrebotina ili neravnina, koji mogu utjecati na rad.
6. Kontrola zavarivanja i montaže
Kod nekih dizajna dijafragme potrebno je zavarivanje za pričvršćivanje nepomičnih lopatica na unutarnje i vanjske prstenove. Kontrola kvalitete u zavarivanju uključuje pravilnu pripremu spojnih površina, izbor odgovarajućih materijala za zavarivanje i preciznu kontrolu parametara zavarivanja. Ispitivanje bez razaranja, kao što je radiografski pregled ili ultrazvučno ispitivanje, provodi se za otkrivanje unutarnjih nedostataka, uključujući poroznost, pukotine ili nepotpuno spajanje. Pregledi sklopa osiguravaju da su lopatice ispravno poravnate i sigurno učvršćene, održavajući strukturni integritet dijafragme.
7. Ispitivanje komponenata bez razaranja
Osim pregleda zavarivanja, ispitivanje bez razaranja primjenjuje se na cijelu dijafragmu kako bi se osigurala pouzdanost. Obično se koriste ultrazvučno ispitivanje, radiografija, ispitivanje magnetskim česticama i ispitivanje penetrantima. Ove metode otkrivaju unutarnje nedostatke, površinske pukotine i druge nesavršenosti koje bi mogle ugroziti rad. Ispitivanje bez razaranja posebno je važno za dijelove koji rade pod velikim opterećenjem, jer čak i manji nedostaci mogu dovesti do katastrofalnog kvara tijekom rada turbine.
8. Ispitivanje mehaničkih svojstava
Ispitivanje mehaničkih svojstava ključno je za potvrdu da dijafragme od ugljičnog čelika mogu izdržati radna opterećenja. Ispitivanja kao što su ispitivanje rastezanja, ispitivanje tvrdoće i ispitivanje udarom provode se na uzorcima materijala i komponenti. Ovi testovi ocjenjuju čvrstoću, žilavost i rastegljivost, osiguravajući da dijafragme zadovoljavaju zahtjeve dizajna. Toplinski obrađene komponente ponovno se testiraju kako bi se potvrdilo da su postupkom obrade postigla željena svojstva.
9. Procjena otpornosti na koroziju
Dijafragme parnih turbina izložene su pari visoke temperature, koja može ubrzati koroziju. Mjere kontrole kvalitete uključuju ispitivanje otpornosti na koroziju, često koristeći testove slanog spreja ili simulacije korozije na visokim temperaturama. Premazi ili površinski tretmani mogu se primijeniti za poboljšanje otpornosti na koroziju, a njihova se učinkovitost provjerava kontroliranim testiranjem. Ovaj korak osigurava da dijafragme zadrže strukturni integritet tijekom dugih radnih razdoblja.
10. Provjera dimenzija i funkcionalnosti prije isporuke
Prije otpreme, svaka dijafragma prolazi završne dimenzionalne i funkcionalne preglede. Mjerenja se uspoređuju sa specifikacijama dizajna, a komponente se provjeravaju radi pravilne montaže, poravnanja oštrica i ukupnog strukturalnog integriteta. Funkcionalna ispitivanja mogu uključivati provjeru zazora, pomicanje lopatica gdje je to primjenjivo i pristajanje na dijelove turbine koji se međusobno povezuju. Samo komponente koje zadovoljavaju sve specifikacije odobrene su za isporuku proizvođaču turbine ili elektrani.
11. Dokumentacija i sljedivost
Bitan aspekt kontrole kvalitete je održavanje opsežne dokumentacije. Svaka serija dijafragmi od ugljičnog čelika popraćena je zapisima s pojedinostima o certifikatima materijala, rezultatima inspekcije, parametrima toplinske obrade, tolerancijama strojne obrade, izvješćima o ispitivanju bez razaranja i podacima o mehaničkim ispitivanjima. Sljedivost osigurava da se svi problemi identificirani tijekom rada turbine mogu povezati s određenim proizvodnim procesima, omogućujući korektivne radnje i kontinuirano poboljšanje.
12. Kontinuirana poboljšanja i revizije procesa
Kontrola kvalitete nije ograničena na pojedinačne preglede. Programi kontinuiranog poboljšanja i revizije procesa provode se kako bi se pratila dosljednost proizvodnje i identificirale prilike za poboljšanje. Metode statističke kontrole procesa analiziraju varijacije proizvodnih parametara, dok interni auditi provjeravaju usklađenost sa standardima kvalitete. Povratne informacije od operatora turbina također se uzimaju u obzir kako bi se poboljšali proizvodni procesi i osiguralo da dijafragme ispunjavaju sve veće zahtjeve za učinkom.
Zaključak
Proizvodnja konstrukcijskih dijelova od ugljičnog čelika za dijafragme parnih turbina zahtijeva rigoroznu kontrolu kvalitete u svakoj fazi, od odabira materijala do završne inspekcije. Osiguravanje da te komponente posjeduju potrebna mehanička svojstva, točnost dimenzija, otpornost na koroziju i strukturni integritet je ključno za pouzdan i učinkovit rad parnih turbina. Primjenom sveobuhvatnih mjera kontrole kvalitete, proizvođači mogu smanjiti rizik od kvara komponenti, optimizirati rad turbine i produžiti radni vijek ovih kritičnih dijelova.
Pažljivim praćenjem materijala, preciznom strojnom obradom, toplinskom obradom, ispitivanjem bez razaranja i konačnom verifikacijom, dijafragme od ugljičnog čelika se proizvode kako bi zadovoljile stroge standarde koje zahtijevaju moderne parne turbine. Kontrola kvalitete nije samo proceduralna formalnost; to je kritičan proces koji osigurava sigurnost, pouzdanost i radnu učinkovitost u jednom od najzahtjevnijih inženjerskih okruženja.








